ばね用ステンレス鋼線 [JIS G4314]
特長
機械的特性はJIS規格(日本工業規格)に準じた製品となります。材料はJIS G 4308(化学成分)を満たす線材を使用しております。
ばね用ステンレス鋼線の仕様
| 鋼種 [JIS(SUS)] | 302、304、304N1、316 | 302、304、304N1 | 631J1 |
| 調質 | A種(-WPA) | B種(-WPB) | C種(-WPC) |
| 線径(mm) | 引張強さ (N/mm2) | ||
| 0.080~0.090 | 1650-1900 | 2150-2400 | - |
| 0.10~0.20 | 1950-2200 | ||
| 0.23~0.40 | 1600-1850 | 2050-2300 | 1930-2180 |
| 0.45~0.60 | 1950-2200 | 1850-2100 | |
| 0.65~1.00 | 1530-1780 | 1850-2100 | 1800-2050 |
| 1.20~1.40 | 1450-1700 | 1750-2000 | 1700-1950 |
| 1.60~2.00 | 1400-1650 | 1650-1900 | 1600-1850 |
| 2.30~2.60 | 1320-1570 | 1550-1800 | 1500-1750 |
| 2.90~4.00 | 1230-1480 | 1450-1700 | 1400-1650 |
| 4.50~6.00 | 1100-1350 | 1350-1600 | 1300-1550 |
| 6.50~8.00 | 1000-1250 | 1270-1520 | - |
| 9.00 | - | 1130-1380 | |
| 10.00 | 980-1230 | ||
| 12.00 | 880-1130 | ||
- ※1)
- SUS631J1-WPCは受渡当事者間の協定によって、析出硬化熱処理(470±10℃、1時間加熱後空冷)後の試験片について引張試験を行った場合、引張強さの増加は、250N/mm2以上でなければならない。
- ※2)
- 線1コイルの引張強さのばらつきは、原則として上表の引張強さの範囲の1/2以内とする。
- [注]
- 中間にある線径については、それより大きい線径の値を用いる。
線径の許容差と偏径差
| 線径(mm) | JIS | WS等 | パルモス等 | |||
| 線径許容差(mm) | 偏径差(mm) | 線径許容差(mm) | 偏径差(mm) | 線径許容差(mm) | 偏径差(mm) | |
| 0.080 | ±0.005 | 0.005以下 | -0.001、-0.003 | 0.001以下 | -0.001、-0.004 | 0.003以下 |
| 0.18 | ||||||
| 0.20 | -0.001、-0.004 | 0.002以下 | -0.001、-0.005 | 0.003以下 | ||
| 0.23 | ±0.008 | 0.008以下 | ||||
| 0.26 | ||||||
| 0.29 | -0.001、-0.005 | |||||
| 0.40 | ||||||
| 0.45 | ±0.010 | 0.010以下 | ||||
| 0.50 | -0.001、-0.007 | 0.005以下 | ||||
| 0.55 | -0.001、-0.007 | 0.003以下 | ||||
| 0.70 | ||||||
| 0.80 | -0.001、-0.008 | 0.004以下 | ||||
| 0.90 | ±0.015 | 0.015以下 | 0.000.、-0.015 | 0.007以下 | ||
| 1.00 | ||||||
| 1.20 | -0.001、-0.010 | 0.005以下 | ||||
| 1.40 | ||||||
| 1.60 | -0.001、-0.015 | 0.007以下 | ||||
| 1.80 | ±0.020 | 0.020以下 | ||||
| 2.00 | ||||||
| 2.30 | ±0.020 | 0.020以下 | ||||
| 3.20 | ||||||
| 3.50 | ±0.025 | 0.025以下 | ±0.015 | 0.015以下 | ±0.025 | 0.025以下 |
| 5.60 | ||||||
| 6.00 | ±0.020 | 0.020以下 | ||||
| 6.50 | ±0.035 | 0.035以下 | ±0.035 | 0.035以下 | ||
| 7.00 | ||||||
| 8.00 | ±0.030 | 0.030以下 | ||||
| 9.00 | ±0.035 | 0.035以下 | ||||
| 10.0 | ||||||
| 12.0 | ±0.050 | 0.050以下 | ±0.050 | 0.050以下 | ±0.050 | 0.050以下 |
- [注]
- 中間にある線径については、それより大きい線径の値を用いる。
- ※
- 特殊規格品については、別途ご相談ください
真直ステンレス鋼線
特長
真直ステンレス鋼線は、表面光沢に優れ、真直性がよく、曲がりを手直しする必要がない為、作業効率の向上に役立ちます。
トーションばねやフォーミング加工用として使用する場合は、作業能率の向上と品質の安定性につながります。
ばね用ステンレス鋼線の仕様
| 線径(㎜) | 引張強さ (N/㎜2) | 許容差(㎜) | 偏径差(㎜) | 真直性(㎜) | |
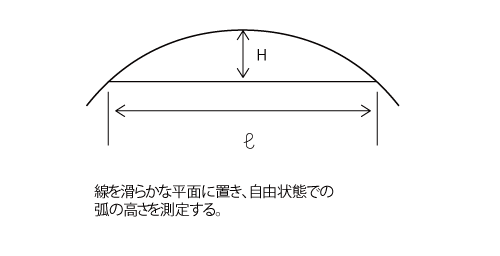
| SUS304-WPBS | 弧の高さH | 試料長ℓ | |||
| 0.20 | 2060-2400 | 0.005 -0.01 |
0.010以下 | 2以下 | 100 |
| 0.23 | 2010-2300 | ||||
| 0.26 | 2010-2300 | 5以下 | 200 | ||
| 0.40 | 2010-2300 | ||||
| 0.45 | 1960-2260 | 0.007 -0.013 |
0.013以下 | 4以下 | |
| 0.70 | 1910-2210 | ||||
| 0.90 | 1910-2210 | ||||
| 1.00 | 1910-2210 | 0.007 -0.015 |
0.015以下 | ||
| 1.20 | 1910-2210 | ||||
- [注]
- 中間にある線径については、それより大きい線径の値を用いる。
図:真直性測定方法